Montagevorgang
von Dichtstopfen Serie-11, -31, -33, -53 und -88
Vorbereitung der Bohrung
Die Bohrungen müssen gereinigt werden, frei von Spänen, Schmutz, Öl, Fett usw. sein.
Die Montagevorgang
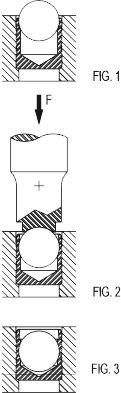
- Die Montagevorgang n Den Dichtstopfen in die Bohrung einführen (siehe Fig. 1), so dass die Kugel nach außen zeigt, wobei der Hülsenrand nicht über die Außenkontur des Werkstückes vorstehen darf.
- Es ist wichtig, das die Bohrung korrekt dimensioniert ist, damit der Dichtstopfen während der Installation richtig gestützt wird und damit eine korrekte Abdichtung erzeugt.
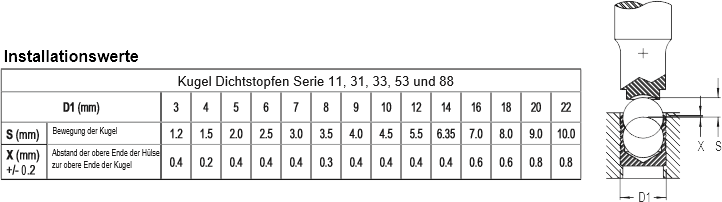
- Die Kugel in die Hülse einpressen, bis das obere Ende der Kugel dem x Maß entprechend unter dem oberen Ende der Hülse ist (siehe Fig. 2 und 3). Angenäherte Werte für s (Bewegung der Kugel) und x sind aus der Tabelle zu entnehmen.
- Die Kugel Dichtungen können mit Hammer und Setzstempel montiert werden. Hier ist es wichtig das der richtige Setzstempel für die ensprechende Dichtungsgröße verwendet wird.
- Dichtstopfen der Serie 11/-31/-33/-53 und -88 sollten bevorzugt mit wegbegrenzte Montageeinrichtungen eingepresst werden, ebenso kann das einpressen mittels Handpresse erfolgen.
- Die Montage der Dichtstopfen Serie Serie 11/-31/-33/-53 und -88 kann auch auto matisiert werden. Gerne stehen wir zur Verfügung um Ihnen eine Sonderlösung hier für anzubieten.
- Die Kugel in die Hülse einpressen, bis das obere Ende der Kugel dem X Maß entsprechend unter dem oberen Ende der Hülse ist (siehe Fig. 2 und 3). Angenäherte Werte für S (Bewegung der Kugel) und X sind aus der Tabelle unten zu entnehmen. Sicherstellen, dass der richtige Einpressdorn verwendet wird.